
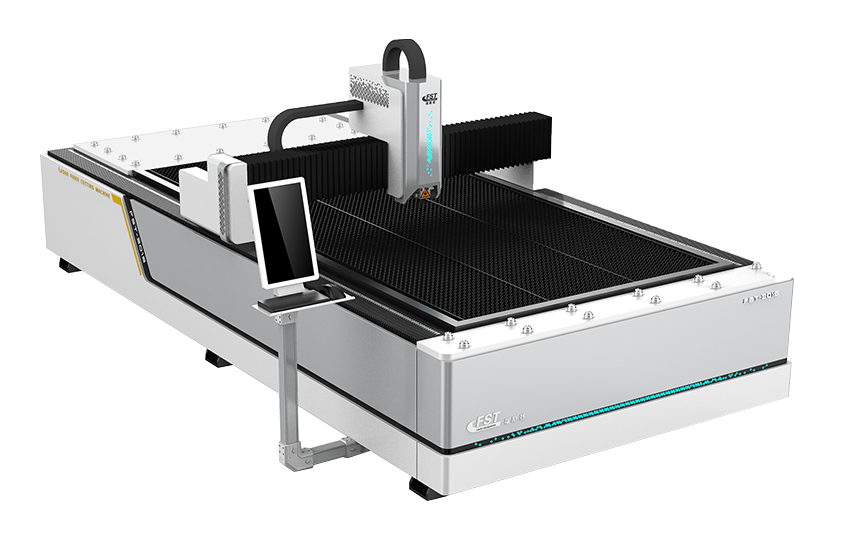
Ahogy az ipari fejlődés rohamosan halad,szálas lézervágó gépekszéles körben alkalmazzák. Hosszabb használat után azonban ezeknek a gépeknek a vágási pontossága némileg eltérhet, ami olyan termékeket eredményezhet, amelyek nem felelnek meg a kívánt szabványoknak. Ezeket az eltéréseket gyakran a fókusztávolsággal kapcsolatos problémák okozzák. Ezért elengedhetetlen megérteni, hogyan kell kalibrálni a lézervágó gépek vágási pontosságát. Itt megvizsgáljuk a szálas lézervágó gépek vágási pontosságának beállítási módszereit.
Amikor a lézerpont a legkisebb méretére van beállítva, végezzen egy ponttesztet a kezdeti hatás megállapításához. A fókuszpozíció a lézerpont méretének kiértékelésével határozható meg. Amint a lézerpont eléri a minimális méretét, ez a pozíció jelenti az optimális megmunkálási fókusztávolságot, és folytathatja a megmunkálási folyamatot.
A kezdeti szakaszokbanlézervágó gépKalibráláshoz tesztpapírt vagy hulladékanyagot használhatsz a ponttesztek elvégzéséhez és a fókuszpozíció pontosságának meghatározásához. A lézerfej magasságának felfelé és lefelé állításával a lézerfolt mérete a ponttesztek során változik. A különböző pozíciókban végzett ismételt beállítások segítenek azonosítani a legkisebb lézerfoltot, lehetővé téve az optimális fókusztávolság és a lézerfej legjobb pozíciójának meghatározását.
A telepítés utánszálas lézervágó gép, egy előrajzoló eszköz van felszerelve a CNC vágógép fúvókájára. Ez az eszköz egy szimulált vágási minta előrajzolására szolgál, amely egy 1 méteres négyzet, amelybe egy 1 méter átmérőjű kör van beírva. A négyzet sarkaiból átlókat húznak. Miután az előrajzolás befejeződött, mérőeszközökkel ellenőrzik, hogy a kör érintő-e a négyzet négy oldalára. A négyzet átlóinak hosszának √2 méternek kell lennie, a kör középtengelyének pedig feleznie kell a négyzet oldalait. A középtengely és a négyzet oldalainak metszéspontjai 0,5 méterre legyenek a négyzet sarkaitól. Az átlók és a metszéspontok közötti távolság mérésével meghatározható a berendezés vágási pontossága.
Közzététel ideje: 2024. augusztus 20.